
官方免費咨詢熱線
187-3735-1269
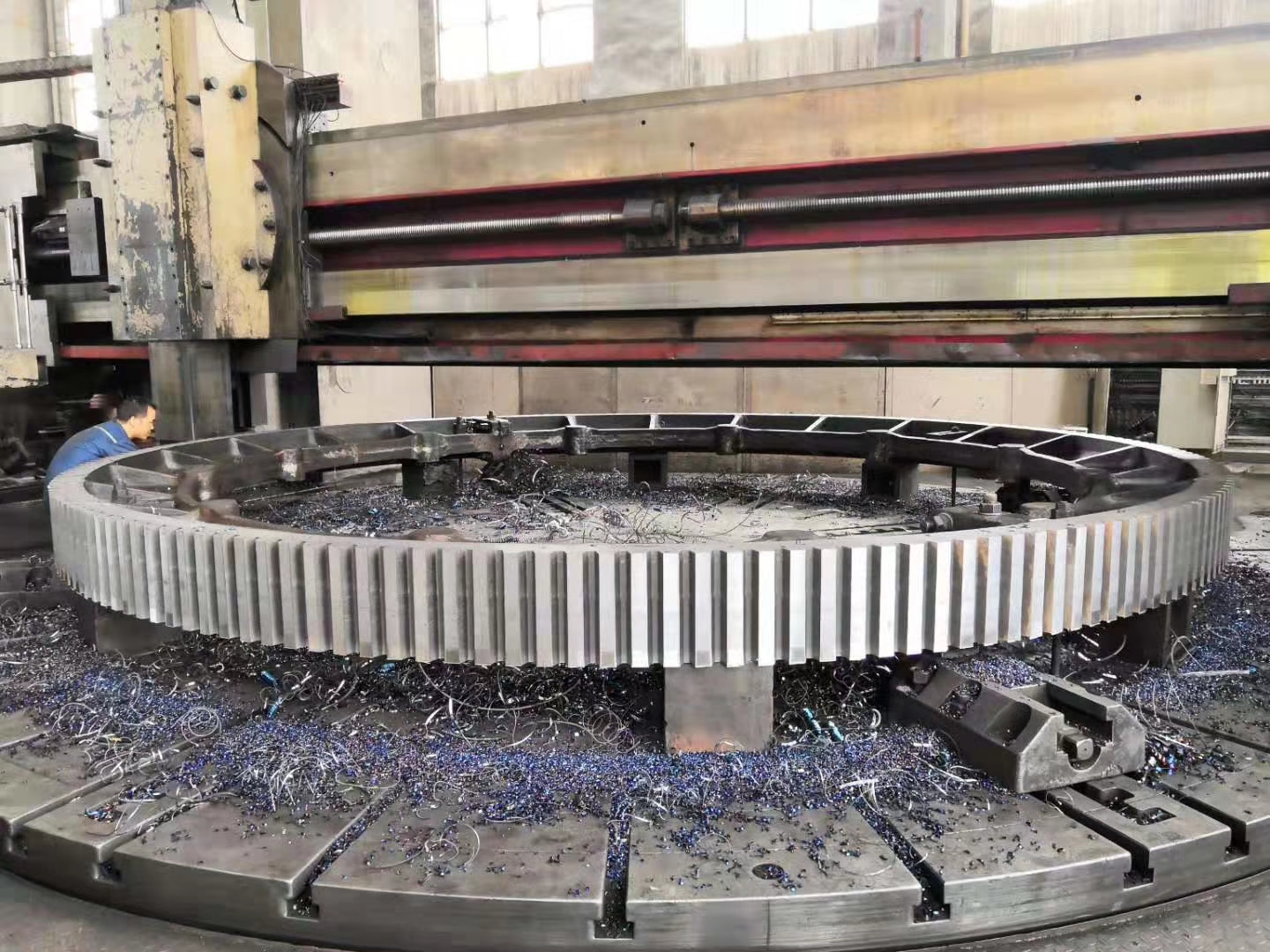
大齒輪在鑄造的過程中如果大齒輪加工廠家在某個工序不正確或者操作不當,是很容易出現問題的,比較常見的問題有裂紋,關于其產生的原因及補救辦法,我們接著往下看。
大型鑄鋼出現裂紋的原因有:表面或內部缺陷較多;澆鑄冷卻過程中冷速太快;澆注冷卻后沒及時進行去應力退火;鑄件截面變化太突然,或過度部位圓角太小。
想要防止出現這些問題,我們需要改善鑄件的結構、提高合金材料的熔煉質量,大齒輪加工廠家采用正確的鑄造工藝措施以及進行時效熱處理。
使鑄件實現同時凝固 不僅有利于防止熱裂紋,也有助于防止冷裂紋。合理設置澆冒口的位置和尺寸,使鑄件各部分的冷卻速度盡量均勻一致,減少冷裂紋傾向。延長鑄件在鑄型內的停留時間,以免開箱過早在鑄件內造成較大的內應力,而產生冷裂紋。
總之,在進行大型鑄鋼的時候,要慎重、細致,才會有***的成品出來。大家在購買的時候要查看仔細,認真辨別大齒輪加工廠家,避免購買到不合格產品。
187-3735-1269

掃一掃 關注我們

掃一掃 抖音關注